現(xiàn)代吹塑技術(shù)源于上世紀(jì)三十年代徐渗,經(jīng)過多年的發(fā)展懊直,已發(fā)展成為繼注塑和擠出之外的第三大塑料加工方法菌秘,吹塑技術(shù)與注塑相比較藏估,設(shè)備造價(jià)低坐默,可成型復(fù)雜的中空制品,廣泛應(yīng)用于包裝,軟料業(yè)及玩具、汽業(yè)制造等行業(yè)拐揭。本文主要從以下四個(gè)方面為大家講解吹塑技術(shù)的要點(diǎn)及特性。
一奕塑、吹塑技術(shù)概論
1. 注射拉伸吹塑
2. 擠出吹塑
3. 注射吹塑
二愧陈、吹塑件設(shè)計(jì)及吹塑材料
1. 吹塑件設(shè)計(jì)要點(diǎn)
2. 吹塑材料
三、吹塑模具設(shè)計(jì)
四搭吵、吹塑缺陷及排除方法
吹塑成型視頻時(shí)長1分38秒煮啡,建議在wifi環(huán)境下觀看
一、吹塑技術(shù)概論
1.注塑拉伸吹塑
目前惫投,注塑拉伸吹塑技術(shù)應(yīng)用比注吹更為廣泛泉惋,這種吹塑方法實(shí)際也是注射吹塑,只不過增加了軸向拉伸蹬谁,便吹塑更加容易及能耗降低扔缭。注拉吹可以加工制品的體積比注吹要大一些,吹制的容器體積在0.2~20L癞烈,其工作過程如下:
① 先注塑型坯洗馅,原理同普通注塑;
② 再將型坯轉(zhuǎn)至加熱調(diào)溫工序堕常,使型坯變軟赌羽;
③ 轉(zhuǎn)至拉—吹工位,合模缤弦。型芯內(nèi)推桿沿軸向拉伸型坯领迈,同時(shí)吹氣使型坯貼緊模壁并冷卻;
④ 轉(zhuǎn)至脫模工位取件
注—拉—吹過程:
注塑型坯→加熱型坯→合模拉伸并吹起→冷卻并取件
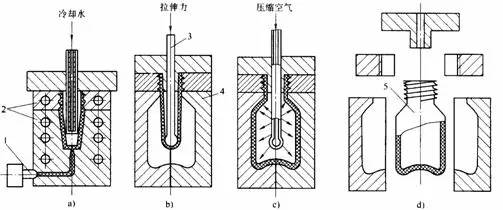
注拉吹機(jī)械結(jié)構(gòu)示意圖
2.擠出吹塑
擠出吹塑是吹塑成型中應(yīng)用最多的一種吹塑料方法碍沐,其可以加工的范圍很廣狸捅,從小型制品到大型容器及汽車配件,航天化工制品等累提,加工過程如下:
①先將膠料熔融尘喝,混煉,熔體進(jìn)入機(jī)頭成為管況型坯斋陪;
②型坯達(dá)到預(yù)定長度后朽褪,吹塑模具閉合,將型坯夾在兩半模具之間无虚;
③吹氣缔赠,將空氣吹入型坯內(nèi),將型坯吹脹友题,便之貼緊模具型腔成型橡淑;
④冷卻制品;
⑤開模账菊,取走已冷硬的制品祥喳。
擠出吹塑加工過程:
熔料→擠出型坯→合模吹塑→開模取件
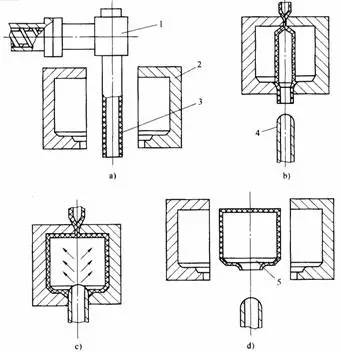
擠出吹塑原理示意圖
(1—擠出機(jī)頭; 2—吹塑模册吹; 3—型坯貌硬; 4—壓縮空氣吹管; 5—塑件)
3.注射吹塑
注塑吹塑是綜合了注射成型與吹塑特性的成型方法馒狡,目前主要應(yīng)用于吹制精度要求較高的飲料瓶及藥瓶及一些小型的結(jié)構(gòu)零件等嚣褐。
① 在注塑工位,先注塑出型胚煮肋,加工方法同普通注塑逸茅。
② 注塑模開模后,芯棒連同型坯移動(dòng)到吹塑工位。
③ 芯棒把型坯置于吹塑模之間详不,合模蚯氯。接著,壓縮空氣通過芯棒中間吹入型坯內(nèi)妖救,吹脹使之貼緊模壁橄浓,并使之冷卻。
④ 開模亮航,芯棒轉(zhuǎn)至脫模工位荸实,將吹塑件取出之后,芯棒再轉(zhuǎn)入注射工位循環(huán)缴淋。
1)注吹機(jī)的工作過程:
吹塑型坯→注塑模開模轉(zhuǎn)至吹膜工位→合模吹塑及冷卻→旋轉(zhuǎn)至脫模工位取件→型坯
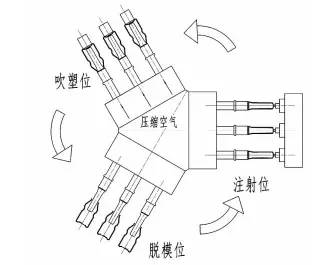
注射吹塑原理示意圖
2)注塑吹塑優(yōu)缺點(diǎn):
優(yōu)點(diǎn):制品強(qiáng)度相對較高准给,精度高。容器上不形成接合縫重抖,不需修整露氮,吹塑件透明度及表面光潔度較好,其主要運(yùn)用于硬質(zhì)塑料的容器與廣口容器仇哆。
缺點(diǎn):機(jī)器的設(shè)備造價(jià)很高沦辙,能耗大,一般只成型容積比較小的容器(500ml以下)讹剔,不能成型形狀復(fù)雜的容器油讯,難以成型橢圓形制品。
總結(jié):無論是注射吹塑或注拉吹延欠,擠拉吹塑陌兑,其都分為一次成型及兩次成型法工藝,一次成型法自動(dòng)化程度高禽虹,型坯的夾持及轉(zhuǎn)位系統(tǒng)要求精度高素司,設(shè)備造價(jià)高。一般大多廠家都使用兩次成型法赌置,即通過注塑或擠出先成型型坯押逾,再將型坯放入另一臺機(jī)械(注吹機(jī)或注拉吹機(jī))吹出成品,生產(chǎn)效率較高蓝捌。
二眶洗、吹塑產(chǎn)品設(shè)計(jì)
1.設(shè)計(jì)概論
吹塑制品廣泛應(yīng)用于各行業(yè),尤其是飲料及藥品包裝業(yè)得到大量的應(yīng)用饵朱,玩具業(yè)應(yīng)用亦很廣泛堤网,如:吹制嬰兒奶瓶,中空浮水件椰完,圣誕節(jié)燈罩贫肌,玩具游艇禀舰,兒童學(xué)行車配件及一些大型玩具,如滑梯軌道怔匣、基座等握联。

圖 各種吹塑成型的瓶子
隨著產(chǎn)品要求的不同,產(chǎn)品設(shè)計(jì)的重點(diǎn)亦不同劫狠,對玩具類產(chǎn)品吹塑制品更偏重對安全性及物理測試(拉拴疤、扭永部、擲及應(yīng)力開裂的考量)独泞,而對容器類制品,則更注重及耐壓苔埋、耐腐蝕及有良好的阻透性的要求懦砂。
1)棱角處做R過渡
一般地,吹塑制品的拐角组橄,棱角處都要做成R過渡荞膘,因?yàn)?/span>尖角處的吹脹比比較大容易造成壁厚不均勻,另外銳角處也容易產(chǎn)生壓力開裂玉工,制件的R過渡可使制品壁厚均勻羽资。
2)增加抗壓、拉遵班、扭方面的結(jié)構(gòu)設(shè)計(jì)
隨著制品要求不同魏蜒,亦可增加一些抗壓、拉有蒲、扭方面的結(jié)構(gòu)設(shè)計(jì):
A.如要使制品增加縱向抗壓力发凹,可沿受力方向設(shè)計(jì)一些加強(qiáng)筋;
B.如要改善制品的抗癟陷性能冈柑,也可將表面設(shè)計(jì)成利于受力的弧狀結(jié)構(gòu)并輔以加強(qiáng)筋衍康,瓶類制品肩部要斜一些,不能太平直衔密;
一般瓶底做成內(nèi)凹形狀增加強(qiáng)度及放置穩(wěn)定性鞍票。例如,我們通常見到的盛裝食用油的瓶子找蝗,表面常常有一些凹凸的形狀岖佛,除可增加瓶體強(qiáng)度外,也有利于貼商標(biāo)等嫉鸳。

圖 食用油瓶底做成內(nèi)凹形狀增加強(qiáng)度及放置穩(wěn)定性
2.吹塑材料要求及介紹
吹塑技術(shù)之所以發(fā)展及應(yīng)用如此廣泛患达,與吹塑材料的發(fā)展是相輔相承的,吹塑材料已由最初的LDPE喷聪、PET习劫、PP及PVC制品逐漸發(fā)展可以吹塑工程塑料、橡膠、以及一些復(fù)合材料诽里。
1)各種吹塑料方面對膠料的特殊要求
A.擠出吹塑
擠出吹塑是在粘流態(tài)下進(jìn)行的袒餐,所以為減少型坯垂伸,優(yōu)化壁厚分布谤狡,通常用分子量較大的塑料灸眼。
B.注射吹塑
注塑吹塑是在高彈態(tài)下進(jìn)行,為減少注塑型坯能耗墓懂,使用一些易于流動(dòng)的塑料(分子量較小的塑料)焰宣。
C. 注射拉伸吹塑
一般使用非結(jié)晶塑料,因非結(jié)晶塑料分子間纏結(jié)力較小捕仔,更易于拉伸匕积。雖然PET也結(jié)晶,但其仍是最主要的拉伸吹塑材料榜跌,其結(jié)晶速度相當(dāng)慢闪唆。總之,吹塑級塑膠絕大部分都具有中等至較高的分子量分布邪胳。
2)吹塑材料種類
A. 聚烯烴類
HDPE擅很、LLDPE、LDPE肪尾、PP鹅甚、EVA一般用于吹塑工業(yè)用制品,容器及玩具配件尘晓,化學(xué)藥品的貯存容器等换橱。
B.熱塑性聚脂
PETG、PETP主要用于吹制碳酸飲料包裝瓶验阱、酒瓶等已逐步取代PVC而被廣泛應(yīng)用舔躏,缺點(diǎn)是其成本較高,主要用于注拉吹塑降蹋。
C.工程塑料(合金)
ABS防擎、SAN、PS睹沐、PA助店、POM、PMMA佛吓、PPO等已被逐漸應(yīng)用在汽車宵晚、醫(yī)藥、家電维雇、化工等行業(yè)淤刃,尤其是PC及其共混塑膠晒他,可吹制高檔的容器及汽車用品(PC/ABS等)。
D.熱塑性彈性體
通常有SBS逸贾、SEBS陨仅、TPU、TPE等吹塑做膠料铝侵,而熱固性塑料及硫化橡膠及交聯(lián)PE是不能進(jìn)行吹塑加工的灼伤。

圖 塑料原料
總結(jié):
注射吹塑常用材料
PE、PET咪鲜、PVC狐赡、PP、PC及POM嗜诀,主要用于成型精度要求較高猾警,體積較小的容器及結(jié)構(gòu)件症旭;
注射拉伸吹塑常用的材料
PETP瀑捣、PVC、PP秉返、PAN驼值,尤以PETP最常用,而PC螺坟、PS顷沉、PA也可用于此工藝。
三缸秀、吹塑模具及主要輔件設(shè)計(jì)要點(diǎn)
模具通常只有型腔部分钢囚,沒有凸模,模具表面一般不需做硬化處理唯碗,型腔所承受的吹脹壓力較注塑要小很多鸟氨,一般為0.2~1.0MPG,造價(jià)較低铐向。
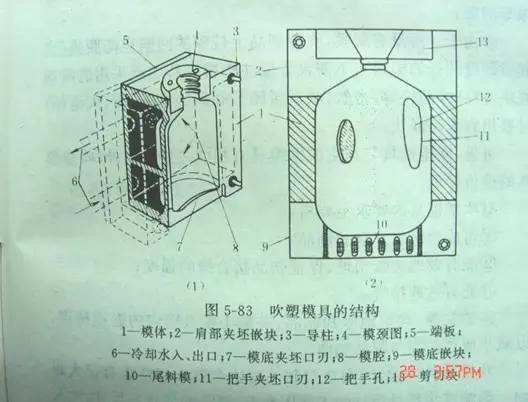
吹塑模具結(jié)構(gòu)圖
1.模具材料
通常使用鋁合金制造集炭,而對于有腐蝕性的膠料如:PVC和POM,也使用鈹銅或銅基合金复斥;對于壽命要求較高的模具营密,如吹塑工程塑料ABS、PC目锭、POM评汰、PS、PMMA等需用不銹鋼來制做模具痢虹。

圖 模具
2.模具設(shè)計(jì)要點(diǎn)
1)分型面
一般要放置在對稱面上被去,減小吹脹比兰绣,如橢圓形制品,分模面在長軸上编振,距形制品缀辩,則通過中線。
2) 型腔表面
對PE料應(yīng)稍微有點(diǎn)粗糙踪央,幼砂表面有利于排氣臀玄;而其他塑料(如:ABS、PS畅蹂、POM盹躬、PMMA、NYLON等)的吹塑血沦,其模具型腔一般不能噴砂恐程,可在模腔分模面處做排氣槽,或在型腔上做排氣孔野言,一般型腔上的排氣孔直徑φ0.1~φ0.3皿理,長度為0.5~1.5mm。
3)型腔尺寸
型腔尺寸的設(shè)計(jì)要考慮塑料的收縮率近窟,具體可以參考常見塑料收縮率题姜,可以點(diǎn)擊藍(lán)色藍(lán)色連接查看:→常用塑膠材料收縮率大全總匯
4)切斷刃口和尾料槽
一般地,對吹塑工程塑料及較硬質(zhì)的塑料伦颊,切斷刃口處要用耐磨性好的材料贪庄,如鈹銅,不銹鋼等來制造青弃;而對于LDPE鞠哥、EVA等軟質(zhì)塑制制品,一般鋁合金則可以了卖氨;
切斷刃口要選擇合理的尺寸会烙,過小會降低接縫處強(qiáng)度,過大則無法切斷及分模面處夾口大双泪,而在切斷刃口下方開尾料槽持搜,尾料槽處設(shè)計(jì)成夾角,切斷時(shí)可將少量熔體擠入接合縫焙矛,從而提高接合縫處強(qiáng)度葫盼。
5)注射吹塑模具
設(shè)計(jì)不同于擠出吹塑,主要區(qū)別是村斟,注吹模不需切斷刃及尾料槽贫导,注吹件的型坯設(shè)計(jì)非常重要,其直接關(guān)系到成品品質(zhì)蟆盹。
6) 注吹模具——型坯設(shè)計(jì)原則
a.長徑長≤10/1孩灯;
b.吹脹比3/1~4/1(制品尺寸與型坯尺寸的比值)闺金;
c.壁厚2~5.0mm;
d.按制品的形狀峰档,在吹脹比大的地方败匹,壁厚要厚,而在吹脹比小的地方步蛮,壁厚要薄一些遂冰;
e.對橢圓比大于2/1的橢圓形容器,芯棒需設(shè)計(jì)成橢圓形西寸,對小于2/1有橢圓制品则涎,圓形芯棒就可以成型橢圓容器。
7)吹氣桿設(shè)計(jì)
吹氣桿的結(jié)構(gòu)根據(jù)模具結(jié)構(gòu)及制品要求而定枢慰,一般進(jìn)氣桿孔徑的選取范圍是:
L<1 :孔徑φ1.5 沈席;
4>L>1 :孔徑φ6.5 ;
200>L>4 :孔徑φ12.5(L:為容積艾维,單位為升)
表1常見塑料吹塑吹氣氣壓
|
HDPE:0.4-0.7Mpa
|
PS:0.3-0.7Mpa
|
PC:0.5-1.0Mpa
|
|
LDPE:0.2-0.4Mpa
|
硬PVC:0.5-0.7Mpa
|
PMMA:0.3-0.6Mpa
|
|
PP:0.5-0.7Mpa
|
ABS:0.3-1.0Mpa
|
POM:0.7-1.0Mpa
|
四谭迄、各種吹塑工藝的缺陷及排除
1.吹塑工藝控制要點(diǎn)
1)對于擠出吹塑
要留意控制型坯的垂伸現(xiàn)象及皺缺陷。如垂伸太長蔚奕,則壁厚會減小且切除的余料也增多哀姿;如垂伸不夠,型坯太短匙豹,則無法吹脹。
2)皺折現(xiàn)象
型坯下降到一定長度時(shí)狂秦,由于型坯上部熔體不能承受型坯自重而產(chǎn)生圓周應(yīng)力而發(fā)生灌侣;一般地,熔體強(qiáng)度較高裂问,型坯直徑膨脹小侧啼,擠出速率高及模口間隙大一些均有助于改善皺折堪簿。
3)壁厚不均
另一問題是型坯下降時(shí)痊乾,壁厚不均,通常在機(jī)頭口模上裝有六方螺母椭更,可以用來調(diào)節(jié)芯棒與口模的間隙哪审。
4)做好排氣
要獲得良好的制件表面質(zhì)量,一定要注意排氣虑瀑,如PE料在模表面噴砂湿滓,噴砂粒度小于180#,而硬質(zhì)塑料的吹塑模做排氣孔舌狗,排氣針及排氣槽等叽奥;另外扔水,提高吹脹壓力對改善制品外觀亦有幫助。
2.缺陷排除
1)褶皺
-
檢查機(jī)頭口模與芯棒是否同軸
-
降低型坯溫度
-
增加機(jī)頭的奶僚郏口間隙或成型段長度
-
選擇型坯膨脹較小的聚合物
2)長度不均勻
3)泡孔
4)條紋
5)凝膠
-
篩去回收料中的料末
-
干燥原料
-
提高螺桿的分散混煉性能骡眼,降低機(jī)筒